

Basic steps in HALT and HASS testing to improve product reliability
12:47 - 18/11/2021
HALT is an acronym for Highly Accelerated Life Tests. In HALT testing, every stimulus of potential value is used to find the weak links in the design and fabrication processes of a product. These stimuli may include vibration, thermal cycling, burn-in, voltage, humidity, and whatever else will expose relevant weaknesses.
What is HALT and HASS testing?
Guide to choose Thermal shock test chamber
How to choose Temperature & Humidity test chamber?
HASS is an acronym for Highly Accelerated Stress Screens. HASS uses accelerated stresses (beyond product specifications and as determined appropriate by earlier HALT testing) in order to detect product defects in manufacturing production screens.
For more detail what is HALT & HASS testing, please see here!

The HALT Process:
In HALT, every stimulus of potential value, temperature, all-axis vibration, humidity, UV, radiation, etc., can be used under accelerated test conditions during the development phase of a product to find the weak links in the design and fabrication processes.
The chart below shows where design flaws were discovered during the HALT process and why all-axis vibration is important:
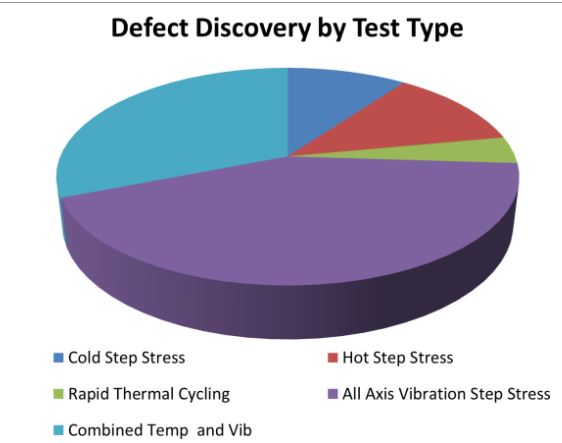
As you can see, the All Axis Vibration Step Stress (purple) discovers 43% of defects while the Combined Temperature and Vibration discovers (blue) discovers 31% of defects. Therefore, 74% of the flaws would have been missed without simultaneous, all axis vibration
Basic Steps in HALT/HASS Detection Process:
Precipitation means to change a defect which is latent or undetectable to one that is patent or detectable. A poor solder joint is such an example. When latent, it is probably not detectable electrically unless it is extremely poor. The process of precipitation will transpose the flaw to one that is detectable, that is, cracked. The stresses used for the transformation may be vibration combined with thermal cycling and perhaps electrical overstress. Precipitation is usually accomplished in HALT or in a precipitation screen.
Detection means to determine that a fault exists. After precipitation by whatever means, it may become patent, that is, detectable. Just because it is patent does not mean that it will actually be detected as it must first be put into a detectable state. Assuming that we actually put the fault into a detectable state and that the built-in test or external test setup can detect the fault, we can then proceed to the most difficult step, which is failure analysis.
Failure analysis means to determine why the failure occurred. In the case of the solder joint, we need to determine why the joint failed. If doing HALT, the failed joint could be due to a design flaw; that is, an extreme stress at the joint due to vibration or possibly due to a poor match of thermal expansion coefficients. When doing HASS, the design is assumed to be satisfactory (which may not be true if changes have occurred) and in that case, the solder joint was probably defective. In what manner it was defective and why it was defective needs to be determined in sufficient detail to perform the next step, which is corrective action.
Corrective action means to change the design or processes as appropriate so that the failure will not occur again. This step is absolutely essential for success. In fact, corrective action is the main purpose of performing HALT or HASS. One of the major mistakes happening in the industry is that manufacturers “do HALT” and discover weaknesses and then dismiss them as due to overstress conditions. It is true that the failures occurred sooner than they would in the field, due to the overstress conditions, but they would have eventually occurred in the field at lower stress levels.
Verification of corrective action needs to be accomplished to determine that the product is really fixed and that the flaw that caused the problem is no longer present. The fix could be ineffective or there could be other problems causing the anomaly that are not yet fixed.
Additionally, another fault could be induced by operations on the product, and this necessitates a repeat of the conditions that prompted the fault to be evident. One method of testing a fix during the HALT stage is to perform HALT again and determine that the product is at least as robust as it was before and it should be somewhat better. If in the HASS stage, performing HASS again on the product is in order. If the flaw is correctly fixed, then the same failure should not occur again.
The last step of the six is to put the lesson learned into a database from which one can extract valuable knowledge whenever a similar event occurs again. Companies that practice correct HALT and utilize a well- kept database soon become very adept at designing and building very robust products with the commensurate high reliability.
The basic steps of HALT
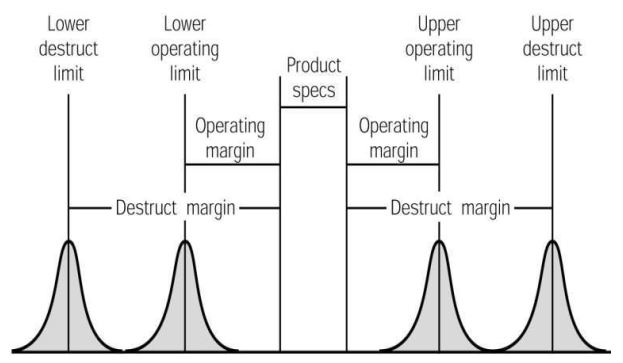
Determination of operational and destruct limits for temperature and vibration is an important part of HALT. Some companies do not test to destruction due to the high costs of test units (like aerospace products). Some engineers incorrectly think that HALT only consists of determining operational and destruct limits. However operation margins are important indicators of product robustness, and therefore reliability.
The figure below shows the operating and destruct levels relative to the product specification.
Usually the starting point for HALT testing is to begin with each stress being applied separately, in a step-like fashion and then in combination. IPC-9592A Requirements for Power Conversion
Devices for the Computer and Telecommunication Industries makes the same recommendation. A typical progression of HALT would be:
- Cold Thermal Step Stress (see chart below from IPC-9592A)
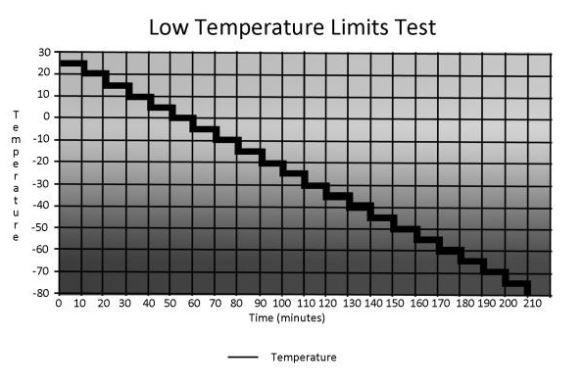
- Hot Thermal Step Stress
- Rapid Thermal Shock Stress
- Vibration Step Stress
- Combined Thermal and Vibration Stress
Summary:
Every weakness found in HALT offers an opportunity for improvement. Large margins translate into high reliability and that can result in improved profit margins. Today, HALT is required on an ever-increasing number of commercial and military programs. Many of the leading companies are using HALT and HASS techniques successfully; however, most of the leaders are being quiet about it because of the phenomenal improvements in reliability and vast cost savings attained.
Source: CSZ Industrial